
电镀含氰废水酸化吹脱工艺
一般工业生产含氰废水中氰化物质量浓度约为150~300mg/L,常用的处理方法有碱性氯化法、电解氧化法、硫化亚铁石灰法、生物处理法等,处理后水质基本达到国家排放标准。各种方法均存在药剂、运营成本、设备投资成本高等问题。
随着环保要求的提高及资源循环利用的需要,开发操作简单、成本低廉、环境效益好的含氰废水综合利用技术已迫在眉睫。
本项目拟采用酸化吹脱+碱吸收工艺,以实现氰污染物的回收利用,同时减少化学药剂消耗,实现较好的生态效益和经济效益。本项目的顺利调试可为氰吹脱工艺的工程应用提供参考指导。
1、装置和方法
1.1 试验装置
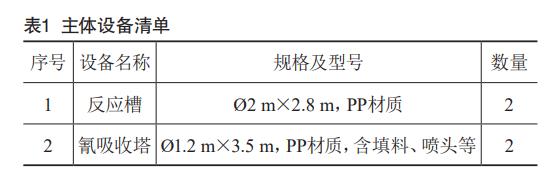
主体设备清单如表1所示。
1.2 实验流程
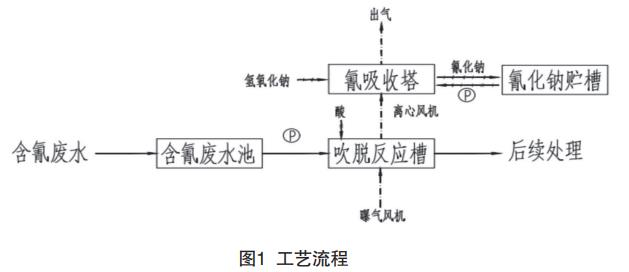
反应槽内设置穿孔曝气管,利用鼓风机曝气,反应槽出气口连通离心风机进气口,进行抽气。离心风机出气口接入两级吸收塔进行氰吸收(见图1),氰吸收后的气体达标排放。吸收液在氰化钠质量浓度达标后送到车间用于生产。
1.3 进水及出水水质要求
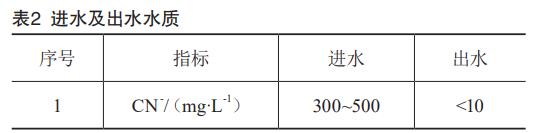
采用电镀车间含氰废水为处理对象,进水及出水水质如表2所示。
1.4 分析方法
PH采用便携式PH计测量,CN浓度采用异烟酸-巴比妥酸分光光度法。
1.5 反应参数
吹脱反应池处理水量平均60m3/d,水力停留时间3~6h,进水温度为25~30℃。根据相关经验,反应pH取2~3,曝气量0.9~1.8m3/(min?m3)。
吸收塔空气流速2.5m/s,喷淋气水比1200∶1。
2、结果与讨论
2.1 不同曝气量氰吹脱效果对比分析
曝气量为0.9m3/(min?m3)时,需吹脱12h,剩余氰质量浓度才能降到个位数。曝气量为1.8m3/(min?m3)时,只需吹脱6h,剩余氰质量浓度即能降到个位数,则增大吹脱曝气量,能明显提高氰吹脱效率。
实际操作中,曝气量继续增大,废水泡沫量会明显增多,从而会限制每槽处理水量,使用消泡剂则用量大、药剂贵、成本高。合适的吹脱曝气量初定为1.8m3/(min?m3)。
2.2 蒸汽加热影响分析
试验时吹脱曝气量为1.8m3/(min?m3)。曝气+蒸汽加热只需吹脱3h,剩余氰浓度即能降到个位数。对比2.1试验可知,蒸汽加热能明显提高氰吹脱效率。
2.3 存在问题
(1)蒸汽加热时蒸汽随离心风机出气进入到吸收塔内,大量的水分被氢氧化钠和氰化钠混合液吸收,稀释了氰化钠质量浓度(一天内吸收液水量可增加10%)。为减少水分吸收以及浓缩氰化钠溶液,需在吸收塔底部加装特氟隆材质加热棒,将氢氧化钠和氰化钠混合液加热到45℃左右。
(2)氰吹脱需将废水pH调到2左右。吹脱后需消耗大量的石灰中和酸度,相应增加了药剂成本。
(3)氰吹脱工艺中间产物氰化氢为剧毒物,氰吹脱工艺运营存在较大安全风险,需专人操作、管理,相应人工成本也会增加。
2.4 成本分析
电费成本如表3所示。
处理水量按60m3/d,电价按0.8元/千瓦时,功率系数按0.8计,则吨水电费成本为910/60×0.8×0.8=9.71元/吨。
其他运营成本如表4所示。


合计:9.71+18.34=28.06元/吨。
由现场运营经验得,含氰废水投加漂白粉作化学破氰工艺的药剂成本约30元/吨。由于酸化吹脱+碱吸收工艺产品氰化钠可用于车间原料生产,具有经济收益,则此工艺具有一定的经济效益,但不明显。
3、结语
氰吹脱工艺合适的曝气量为1.8m3/(min?m3),配合蒸汽加热到约48℃,可在3h内将含氰废水氰质量浓度吹脱至个位数。吸收液需采取加热措施以减缓吸收液吸水稀释。酸化吹脱+碱吸收工艺相比于传统的化学破氰工艺,具有一定的经济效益,但不明显。如含氰废水氰质量浓度高于700mg/L,经济效益会更明显。氰吹脱工艺中间产物氰化氢为剧毒物,氰吹脱工艺运营存在较大安全风险,需慎重考虑。(来源:广州益方田园环保股份有限公司)
声明:素材来源于网络如有侵权联系删除。