
制药废水组合处理工艺
北陆药业沧州分公司产生的废水主要包括生产工艺废水、清场废水、生活污水、纯水制备系统排水、洗气塔废水、循环冷却系统排水等,其中循环冷却系统排水直接进临港园区污水处理厂,其他废水经厂区污水站处理后排入临港园区污水处理厂。
当前环保形势需要,也为了企业自身的发展,公司建设规模为50m3/d的污水处理站,使排放废水的PH、COD、BOD、氨氮、悬浮物等指标满足临港开发区污水处理厂的接收要求。
1、采取的工艺流程
1.1 对公司的产品类别和生产工艺进行分析
废水产生量为37.11m3/天,按每年300天理论量为1.1133万m3/年。建设污水处理站考虑水量的波动性,实际设计处理能力为2m3/h,24h连续运行,即50m3/天。
生产中工艺废水、清场废水以及洗气塔废水中有机物含量较高,在进行生化处理之前需进行预处理,从而降低污染物浓度,提高废水的可生化性能。
生活废水、纯水制备系统排水以及经预处理后排放废水,由于可生化性高,直接进入生化处理阶段。
1.2 进出水指标
污水处理站进水水质指标:CODcr≤11000mg/L,BOD≤2700mg/L,SS≤2100mg/L,NH3-N≤120mg/L,pH为6~9。
根据环境影响报告书及其批复文件结合园区纳管排污标准,企业废水排放执行园区污水处理厂接纳的标准:CODcr≤200mg/L,BOD≤150mg/L,SS≤150mg/L,NH3-N≤20mg/L,pH为6~9。
1.3 设计工艺路线
综合污水处理系统包括预处理、生物处理、深度氧化处理三个阶段。
由于废水悬浮物含量较高;一期中药提取有机溶媒乙醇含量高;二期原料药生产中原辅材料、中间体和产品中,有机物成份复杂,可被生物降解性一般;同时原料药生产中含有部分生物活性抑制物质。使废水的色度较高,表现出很高的CODcr、SS等。
针对以上情况,高浓度废水预处理拟采用“铁碳微电解+气浮”,经预处理后与低浓度废水混合后采用“调节池+ABR反应器+A/O反应池+沉淀池+臭氧氧化”的组合处理工艺。
1.4 设计采取的工艺流程如下图所示
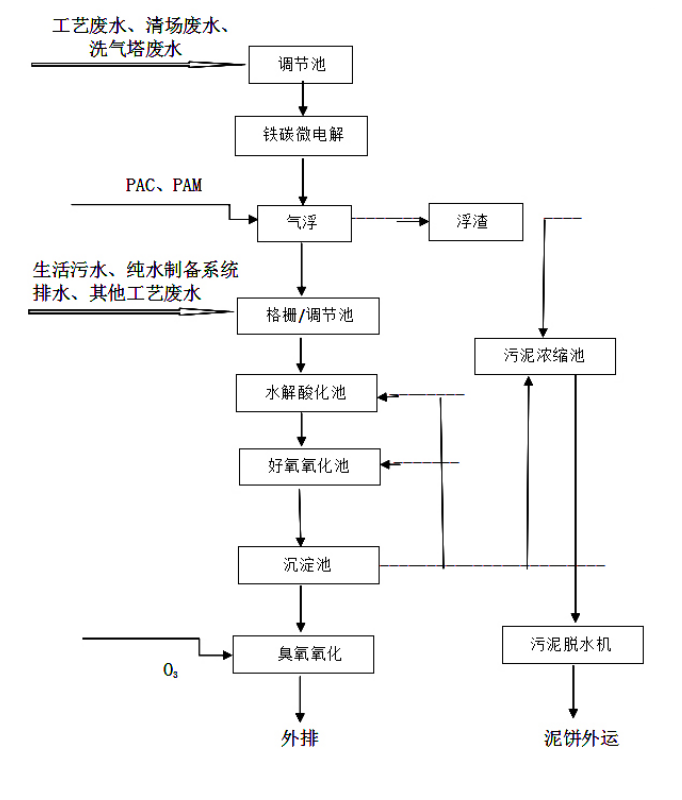
1.5 主要工序设计参数
(1)集水井
钢筋混凝土结构,1座,尺寸:4000mm×3000mm×3600mm,有效容积为33m3,内置潜污泵,将高浓废水提升至铁碳微电解罐。
(2)铁碳微电解罐
碳钢防腐,1台,直径:2000mm,高3500mm,内置铁碳微电解填料,底部设置布水装置,出水自流进入气浮池。
(3)气浮装置
碳钢防腐,1台,尺寸:3500mm×1200mm×1500mm,设有溶气泵、刮渣机、搅拌器及加药装置。出水自流进入调节池与低浓度废水混合。
(4)调节池
钢筋混凝土结构,2座,1#调节池尺寸为:3400mm×2000mm×5800mm,有效容积为39.44m3;2#调节池尺寸为:3400mm×4000mm×5800mm,有效容积为78.88m3。水力停留时间48h,池内放置两台潜流搅拌机,采用低速推流式,呈对角线形成环流搅拌,出水泵送至ABR反应池。
(5)ABR反应器
钢筋混凝土结构,1座,尺寸:2500mm×12600mm×7000mm,有效容积为160m3,水力停留时间76.8h。该池采用升流式混合型厌氧反应器形式,采取底部进水。采取推流式厌氧滤池形式,共分5格,每格尺寸为2500mm×2160mm×7000mm,出水自流至A/O反应池。
(6)A/O反应池
钢筋混凝土结构,2座,采取2套并联运行,按照推流式设计。A池尺寸:3000mm×2000mm×5000mm,总有效容积为54m3,水力停留时间25.9h。O池尺寸:6000mm×3000mm×5000mm,总有效容积为154m3,水力停留时间73.9h,内部悬挂软性纤维填料,填料层高度为2500mm;采用三叶罗茨鼓风机进行曝气,设计气水比为80:1,底部布置球冠型可张微孔曝气头,好氧池混合液自流进入沉淀池。
(7)沉淀池
钢筋混凝土结构,尺寸:3000mm×3000mm×4500mm,采用竖流式的沉淀池形式,设计的表面负荷为0.45m/(m.h),水力停留时间7.0h,底部剩余污泥通过污泥回流泵提升至污泥浓缩池,出水自流至中间水池,再通过泵提升至臭氧反应罐。
(8)臭氧反应罐
碳钢内衬玻璃钢防腐,1台,直径:1600mm,高4500mm,配有臭氧发生器、制氧机装置。达标废水通过外排水池直接外排。
(9)污泥浓缩池
钢筋混凝土结构,尺寸:3000mm×2000mm×4500mm,总有效容积为20m3,采取以重力浓缩形式,浓缩后通过污泥螺杆泵送至叠螺污泥脱水机处理。
2、系统调试与运行
2017年9月污水处理站设施设备全部安装完成,开始全流程运行调试,从其他制药企业运来活性污泥进行接种培养,一个月后镜检污泥内微生物存活良好。
企业正常运营后为阶段性生产方式,实际生产过程中平均废水量在60m3/d左右,进水水质CODcr在4000~8500mg/L。系统采取逐步增大进水浓度的调试方法,直至满负荷运行。调试3个月后,运行基本稳定,出水水质CODcr平均在100~180mg/L,在设计标准范围内,并满足临港化工园区污水处理厂的接收标准,CODcr平均去除率达到95%以上,湿污泥(含水率80%)产生量约12kg/d。该污水处理站2017年12月通过竣工验收,验收监测的结果为:
CODcr:80~150mg/L,SS:70~100mg/L,NH3-N:0.5~10mg/L,pH:6.54~7.87,能满足环评要求和临港园区污水处理厂的接收标准。
污水处理站验收后进入正常运营阶段,按照污水站的管理要求,企业每日对处理后的废水监测CODcr、NH3-N、SS,同时每月作监督性监测,结果CODcr在75~178mg/L,未出现超标现象,运行稳定,处理效果良好。
3、设备设施的运行状况
(1)企业正常运营期间进水量超过设计水量要求,因此将两组A/O反应系统全部投入使用,采取并联运行的方式进行运行,保证了污水处理量的要求。同时进水CODcr浓度低于设计指标,正好满足了污水站当初设计负荷的要求,保证了污水站长期稳定运行。
(2)污水处理站采取委托第三方运营方式,按照合同约定和运营管理要求,运营公司对污水处理站设备定期维护、保养,主要设备如鼓风机、潜流搅拌机等均运行良好。运行中好氧池中的个别曝气头出现堵塞现象,潜水泵发生故障等,都及时维修,保证系统的正常运行。
(3)企业的生产方式为以销定产,生产计划随着市场情况进行调整,导致污水处理站进水浓度差异性较大,为避免对后续工艺造成冲击,特设高浓度调节池和低浓度调节池各一座。集水井出水首先进入调节池,在调节池内进行水质、水量以及pH值调节后,再进入下一级处理单元。同时在生化系统末端考虑臭氧高级氧化装置,若生化出水可以达标,无需经过臭氧反应罐可以直接外排,若生化出水不达标,需要经过臭氧高级氧化反应后达标外排。此设计考虑了污水站系统的节能。
(4)污泥脱水采用了叠螺污泥脱水机,该设备优点为:适用于高、低粘度的各类型污泥;能实现自动控制;不易堵塞;一体化的整体设计,设计紧凑,大幅度节省运行费用;运行成本低并且没有二次污染。
4、污水处理站的能耗
污水处理站正式运行以来,每日耗电量大约500kWh,按照平均水量60m3/d计,则能耗为8.33(kWh/m3),能耗相对处于较低水平。
5、结论
(1)该工程采取采用“铁碳微电解+溶气气浮+调节池+ABR反应器+A/O反应池+沉淀池+臭氧氧化”的组合处理工艺,是综合考虑北陆药业产生废水的水质特点,本着技术先进、运行可靠、操作管理简单、节约能耗的原则,使厂区内废水达到排放标准。
(2)系统采用ABR水解酸化反应器,将废水中不易降解的难生化的大分子有机物,水解成易生化的小分子有机物。本项目的水解酸化池CODcr去除率达到65%,一方面降低了污染负荷,另一方面提高了废水的可生化性,从而提高了后续好氧生化池CODcr的去除率。同时在负荷较低时,ABR反应器起到水解酸化的作用,在负荷较高时,可以达到彻底分解污染物,产生甲烷的完全厌氧的作用。
(3)调节池采用潜流搅拌机,呈对角线形成环流搅拌,能够充分调节水质,形成缺氧搅拌,相当于延长了水解酸化工艺的停留时间,起到一定的预处理作用[7]。
(4)沉淀池污泥通过污泥回流泵提升至A池,剩余污泥提升进入污泥浓缩池,减少了污泥的排放量,降低了污泥处理成本。
总之“ABR反应器+A/O反应池+沉淀池+臭氧氧化”的处理工艺,自动化程度较高,不需要严格的控制条件,出水水质稳定,CODcr的总去除率达到95%以上,能满足企业废水排放要求。(来源:北京北陆药业股份有限公司)