
煤气化装置高氨氮废水处理工艺改造
在煤化工工艺过程中产生大量的高氨氮废水,虽然设有废水处理装置,但由于污水水质的复杂性和流程设置的不合理等原因,导致处理效果并不理想,高浓度的氨氮一直是煤气化废水水处理的重点和难点。随着近年来我国对环保的要求越来越高,煤气化企业正面临严峻的考验。
某煤化工企业煤气化装置气化工段采用德士古水煤浆气化技术,黑灰水循环采用高压闪蒸、中压闪蒸、低压闪蒸及真空闪蒸的四级闪蒸配置;变换工段采用低温耐硫变换技术。气化、变换工段排放废水中N-NH3及酸性气含量偏高,易造成装置中设备及管线出现堵塞、腐蚀等问题,影响装置的长周期运行和后续的生化处理,因此在原有的工艺基础上,充分利用装置中产生的中压蒸汽,对气化及变换工段高氨氮废水处理流程进行了集成优化和改造,采用双塔加压汽提工艺降低废水中的氨和酸性气的含量,将灰水的pH值控制在合适的范围内,保证了装置的平稳长期运行,装置无需外供热源,同时将系统的氨进行了资源化回收。
1、现有煤气化废水处理技术
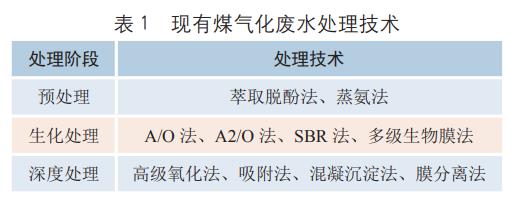
针对煤气化废水的污染物含量高和成分复杂的特点,目前国内外的煤气化废水处理一般采用物化和生化方法相结合,分为预处理、生化处理和深度处理三个阶段,现有的煤气化废水处理技术见表1。
2、汽提过程原理
汽提过程属于预处理阶段,是利用物理过程脱除氨氮废水中的氨及酸性气体的方法之一。煤气化中氨氮废水可看作是NH3、H2S和CO2等组成的多元水溶液,在水中形成NH4HS、(NH4)2CO3、NH4HCO3等弱酸弱碱性铵盐,在水中溶解后分别产生NH3、H2S和CO2分子,因此该多元水溶液是化学平衡、电离平衡和相平衡共存的复杂体系,因此控制化学、电离和相平衡的适宜条件是处理好氨氮废水和选择适宜操作条件的关键,影响上述三个平衡的主要因素是浓度和分子比[3]。汽提过程通过加热可以提高气相中NH3、H2S和CO2的含量,但其在液相中的浓度、溶解度、挥发性不同,且离子反应的平衡常数不同,这就造成了这三种分子从液相转入气相难易程度和顺序不同。NH3、H2S和CO2在液相中以相应的离子(NH4+、CO32-、HCO3-、S2-)形式存在,汽提促使液相中化学平衡及电离平衡逆向进行,氨、硫化氢和二氧化碳以分子形式通过气相移除,这样使得氨、硫化氢及二氧化碳不断从液相转移到气相,最终达到净化水质的目的。
3、工艺流程简述
3.1 原工艺流程
原高氨氮废水处理流程如图1所示,原流程采用四级闪蒸流程,变换凝液及高压闪蒸凝液进入中压闪蒸罐,中压闪蒸罐气相依次经灰水换热器、中压闪蒸冷凝器进入中压闪蒸分离罐,中压闪蒸罐液相进入低压闪蒸罐;中压闪蒸分离罐气相进入变换汽提塔,液相进入除氧器;低压闪蒸罐气相进入除氧器,液相进入真空闪蒸罐;真空闪蒸罐气相经真空闪蒸冷凝器进入真空闪蒸分离罐,液相进入澄清槽;真空闪蒸分离罐气相进入真空泵,液相经泵送至除氧器;澄清槽分液进入灰水槽,灰水一部分作为锁斗冲洗水,一部分去废水处理,其余部分去除氧器,除氧器液相返回气化工段。变换凝液部分经汽提塔汽提后返回磨煤装置,氨氮在整个过程中无出口,造成了装置内氨氮的累积。
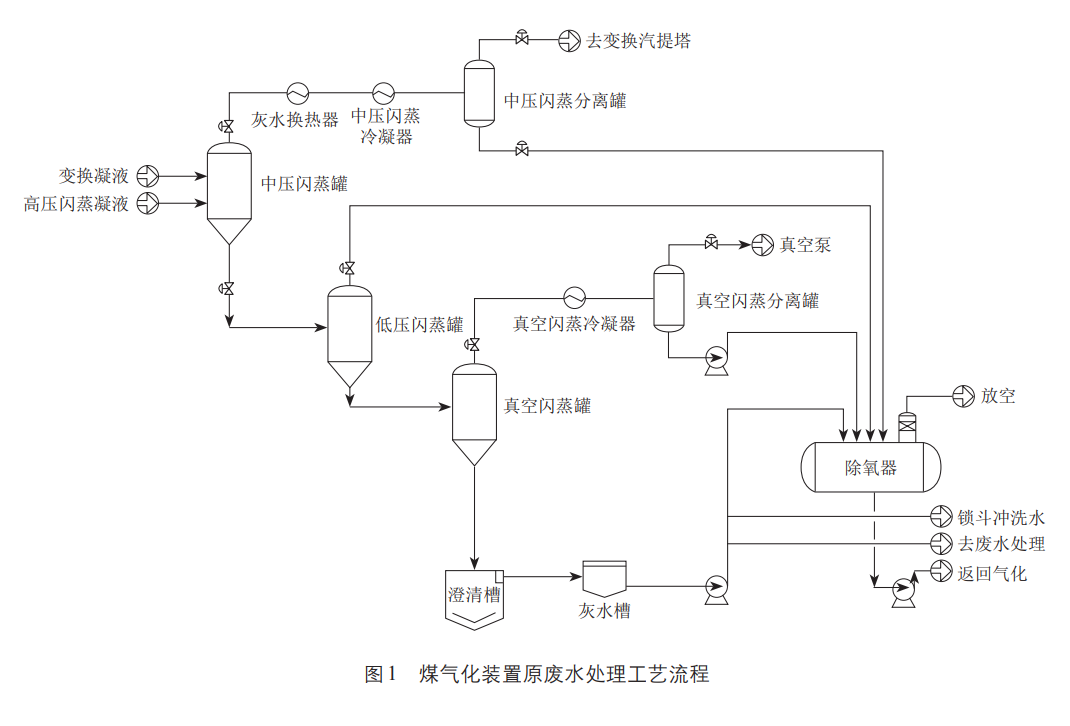
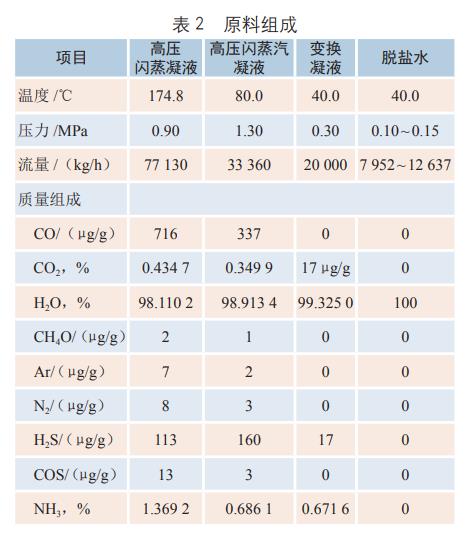
现场测定高压闪蒸部分氨含量超过13000μg/g,变换凝液氨含量高达6700μg/g,原设计中高压闪蒸部分氨含量为2250μg/g,变换凝液氨含量为650μg/g,可以看出现场操作中氨氮含量远高于设计值,具体原料组成见表2。外排废水中氨含量为1900μg/g,远超出设计的340μg/g。
3.2 原工艺流程存在的主要问题
实际运行过程中,气化装置黑灰水循环工段出现外排废水pH值高、氨氮含量高,过高的氨氮含量给后续生化处理造成很大的压力,大大增加了废水的生化处理费用。分析发现,原工艺流程中氨氮没有出口,煤气化废水及合成气中的氨氮通过黑灰水循环系统和变换、净化工段回收的氨又以水溶液的形式进入水煤浆制备工段,造成了氨氮在系统中的累积。为此需通过流程优化改造,为累积的氨氮设置出口,实现氨的资源化回收。
3.3 改造思路
总体改造思路为:在不使用外界热量的前提下,合理配置中、低压闪蒸所具有的热量和动力,通过新增脱酸塔、脱氨塔、水回收塔、氨吸收塔及相应的冷换设备,对流程进行合理配置,实现气化、变换工段高氨氮废水中氨的资源化回收。
上述改造思路为高氨氮废水中的氨氮提供一个出口,将装置中累积的氨氮实现高品质回收利用。汽提出的氨气通过脱盐水吸收,制成10%~15%(w)的氨水,直接作为烟气脱硫的还原剂使用;处理后的废水氨氮含量能够很好地满足后续生化处理的要求。闪蒸过程中富裕的能量用于水回收塔最大限度对废水进行纯化,流程操作灵活稳定。
3.4 改造后流程
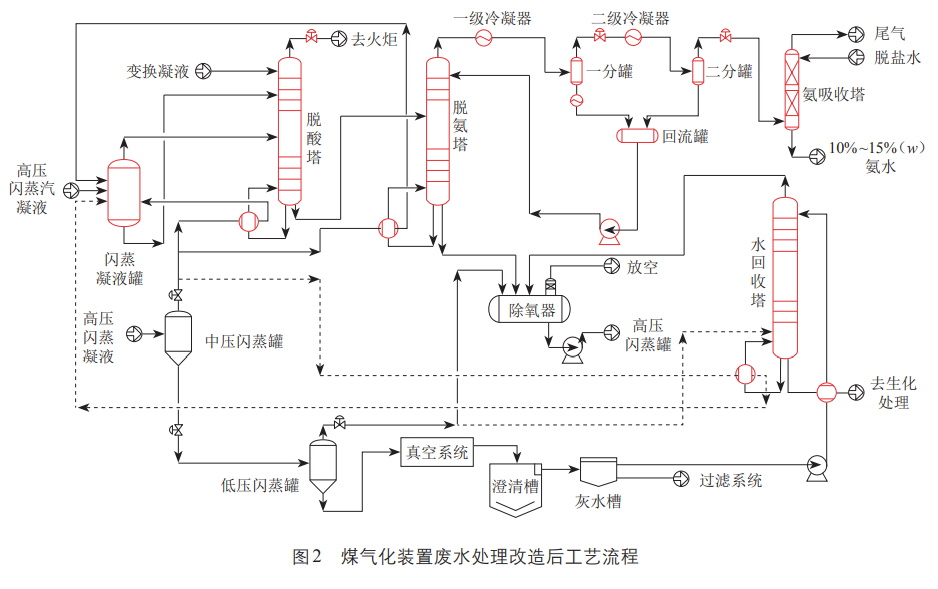
改造后工艺流程如图2所示,其中红色部分为新增设备。气化装置的黑水首先进入高压闪蒸罐,高压闪蒸罐气相去后续装置冷凝后为高压闪蒸汽凝液,进入闪蒸凝液罐,高压闪蒸凝液进入中压闪蒸罐;中压闪蒸罐汽相作为新增脱酸塔、脱氨塔再沸器热源,根据流程调整也可作为新增水回收塔的再沸器热源,冷凝液进入闪蒸凝液罐,中压闪蒸罐液相进入低压闪蒸罐,后续进入原有流程;闪蒸凝液罐汽相进入新增脱酸塔中部,罐底液相进入脱酸塔中上部,变换凝液温度较低,进入脱酸塔塔顶作为冷回流,控制脱酸塔塔顶温度;脱酸塔塔顶出酸性气体去火炬系统燃烧,脱酸塔底部液相进入脱氨塔;脱氨塔塔顶汽相依次进入一级冷凝器、一分罐、二级冷凝器、二分罐使水冷凝下来进入回流罐作为脱氨塔的回流,脱氨塔塔底进入原有除氧器;二分罐汽相为低硫氨气,进入氨吸收塔底部,脱盐水进入氨吸收塔顶部,氨吸收塔塔底为10%~15%(w)的氨水产品;为了保证装置有更大的调节空间,新增加水回收塔,原灰水槽部分灰水进入水回收塔塔顶,水回收塔塔顶组分进入原有除氧器,塔底组分经冷却后进入生化处理装置,水回收塔塔釜可根据流程调整利用中压闪蒸罐汽相作为再沸器热源或利用原有低压闪蒸蒸汽直接蒸汽汽提。
4、改造效果
根据汽提原理,对原有高氨氮废水处理流程进行了优化和改造,改造后效果见表3。
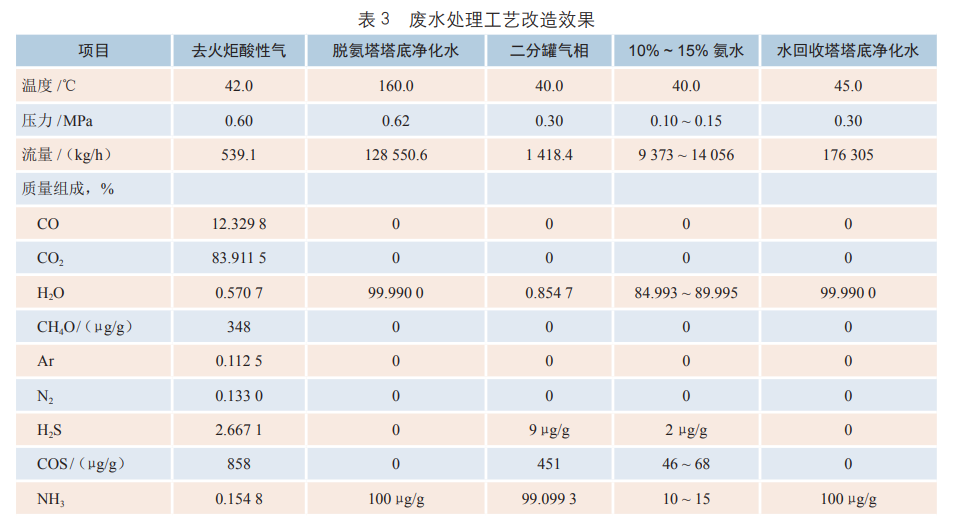
由表3可以看出,改造后,脱氨塔塔底净化水中氨含量为100μg/g,低于原设计650μg/g及改造前操作值4700μg/g的氨氮含量,有效降低了装置中的氨含量和酸性气体含量积累,水回收塔塔底净化水氨含量为100μg/g,远低于原设计值340μg/g及改造前操作值1900μg/g,满足了后续生化处理要求,同时装置可以副产9373~14056kg/h低硫氨水(10%~15%)。此次改造达到了预期目标。
改造后新增脱酸塔塔釜温度为157℃,再沸器消耗蒸汽流量约9000kg/h;脱氨塔塔釜温度为160℃,再沸器消耗蒸汽流量约25000kg/h;蒸氨塔釜温度为135℃,再沸器消耗蒸汽流量约43000kg/h;中压闪蒸罐可产生约77130kg/h、温度为175℃的闪蒸汽,由中压闪蒸罐产生的闪蒸汽完全可以满足装置的蒸汽消耗,无需外供热源。
5、结论
改造后,气化、变换工段废水中氨含量降到100μg/g,改造流程为气化及变换工段提供了氨出口,提高了原有装置调节的灵活性,降低了原装置内氨的累积,有效提高了装置的操作周期,并满足了后续生化处理要求。
改造后流程利用中压闪蒸罐闪蒸汽作为热源,无需外供热源,达到了较好的节能效果;装置同时可副产9373~14056kg/h低硫氨水(10%~15%),取得了一定的经济效益。(来源:陕西延长中煤榆林能源化工有限公司)