
啤酒废水处理HRT对内循环厌氧反应器
啤酒废水的主要特点是排放量大,有相关的统计表明,每生产1t啤酒大约产生10t废水,因此啤酒废水是水处理行业的一个重点和难点。啤酒废水的另一个特点是生化性好,主要的成分是糖类(戊糖、蔗糖、葡萄糖等)、果胶、蛋白质和纤维素等有机物,还含有少量的K+、Ca2+、Mg2+等无机盐,不含有毒物质,因此啤酒废水被广泛的应用在微生物燃料电池(MFC)、厌氧发酵产氢等试验研究中。其中厌氧发酵产氢技术可利用多种有机废水作为发酵底物进行产氢,从而达到产生清洁能源与废水高效处理的结合。
内循环(internal circulation,IC)厌氧反应器是第三代高效厌氧反应器的代表之一,是PAQUES公司于20世纪80年代研制而成,具有容积负荷高,电耗、工程造价低,占地面积小等的优势。在实际应用中,IC反应器常用于处理含高浓度有机物的废水和废物,如造纸废水、猪粪便废水和污物、啤酒废水、染料废水、食品废水和废渣。
本研究采用IC反应器对啤酒废水进行处理,并在此基础上研究水力停留时间(HRT)对啤酒废水的厌氧发酵产氢能力的影响,以作为对啤酒废水处理和IC反应器研究的补充。
1、材料与方法
1.1 IC反应器
本试验中采用第三代高效厌氧反应器――内循环厌氧反应器(IC),其有效容积为8.5L,试验所用的啤酒废水在恒流泵的作用下自反应器下部进入反应器,经污泥混合区、第一反应室、第二反应室、沉淀区和气液分离区,从而完成发酵过程。IC反应器采用外缠电热丝的方式来进行加热,将电热丝、反应器内部的感应器和温度控制装置相连接,控制反应器内部温度为(35±l)℃,以维持活性污泥中微生物的最适宜温度。
1.2 厌氧活性污泥和反应器的启动运行
试验采用的厌氧活性污泥取自哈尔滨文昌污水处理厂的二沉池,采用好氧曝气和加热处理的驯化方式,在提高污泥活性的同时,抑制严格厌氧的产甲烷菌的活性。污泥驯化后期颜色为棕黄色,VSS/SS=0.72,为高活性絮状活性污泥。
IC厌氧发酵制氢系统以啤酒废水为底物,控制进水啤酒废水的COD浓度约为2000~2500mg/L,添加N、P维持COD:N:P在(200~500):5:1,同时添加Fe2+、Ga2+、Mg2+等微量金属元素。向IC产氢系统内进水投加碱性物质调节pH,使pH保持在4.5左右,保持IC产氢系统的内部温度为(35±1)℃。考察不同水力停留时间(7h、6h、5h、4h、3h)对以啤酒废水为底物的IC产氢系统的影响。在反应器启动初期,系统的HRT保持为7h,当系统运行稳定后,将HRT依次缩短下一阶段,并且同一HRT下,系统稳定运行的时间不低于7天。
1.3 检测方法
发酵气体的成分及含量采用上海天美分析仪器GC-7890Ⅱ型气相色谱分析测定,内部热导检测器,检测器温度为80℃,采用氮气为载气。
发酵产物成分及含量采用采用上海天美分析仪器GC-7890Ⅱ型气相色谱HT-SP502型气相色谱测定,内部配备氢火焰离子化检测器,氮气作为载气,流速为30mL/min。
在实验中所有指标的测定都是采用国家标准方法,本试验需测定的指标主要有进出水COD、产气量、pH、ORP等,测定方法采用水质标准方法。
2、结果与讨论
2.1 IC系统的产气状况
在厌氧发酵法制氢的研究中,产氢效率是衡量系统运行效能的重要参数。在厌氧发酵产氢过程中,产生的发酵气体的主要成分是CO2和H2,通过对发酵气体进行收集、测量其产生量和其中氢气所占的比重,得到图1。
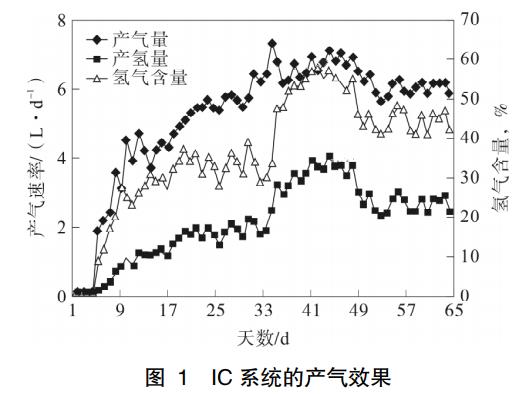
IC反应器控制HRT为7h进行启动,启动的第一天就出现了发酵现象,随着反应器的连续运行,厌氧活性污泥中的发酵菌群的产氢能力逐步提高,在第13天左右,产气速率和氢气含量基本达到稳定,分别为4.21L/d和28.36%。在HRT为7h的IC产氢系统的启动和运行过程中,最大产气速率为4.9L/d,最大氢气含量为34%。在第二阶段,HRT降低为6h,IC厌氧反应器表现出较稳定的运行特性,并很快达到稳定状态,产气速率和氢气含量较HRT为7h时上升,分别稳定为4.21L/d和39.36%。在第三阶段,HRT进一步降低,保持为5h,此时产气速率和氢气含量分别为7.1L/d和57.14%。当HRT继续降低至4h时,系统的产气速率较5h时降低,平均产气速率和氢气含量分别为6.05L/d和44.64%。在第5阶段,HRT进一步下降为3h,但由于反应器出现了出水浑浊和出现了“污泥流失”的现象,因此没有对产气速率和氢气产量进行监测。从上述结果可以看出在进水COD保持稳定的情况下,以啤酒废水为底物的IC厌氧系统的产气和产氢速率在HRT为5h时达到最大,并且当HRT降低时至4h时系统的产气速率下降,并且当HRT进一步降低后,反应系统出现污泥流失现象,不能正常运行。因此,在进水COD为2000~2500mg/L,HRT为5h,为较为适宜的运行条件,产酸发酵微生物有充足的时间对底物进行水解和酸化。在厌氧发酵产氢的研究中,研究得出产氢菌适宜于较低的HRT,一般建议为4~6h,一方面可以抑制生长速率较慢的产甲烷菌的活性,从而维持发酵产氢菌的优势地位;另一方面HRT的缩短可以增加单位时间内微生物可利用的有机物量。
2.2 啤酒废水的COD去除状况
厌氧发酵过程的对有机物的去除效果主要表现在废水的COD值降低,这也是反应器作为废水处理装置的重要的性能表征。在厌氧发酵过程中,COD的降低主要是以微生物生长代谢的对有机物的同化作用和发酵气体(CO2、H2等)逸出而实现的。
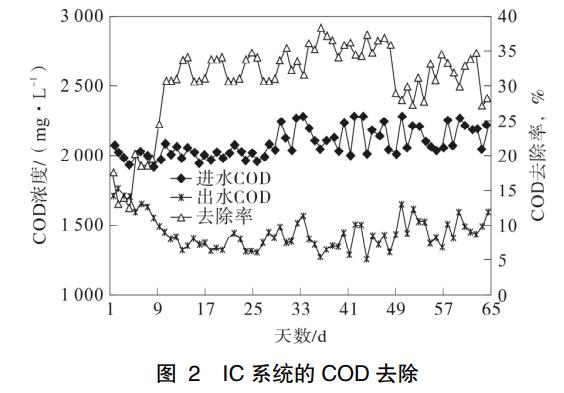
图2给出了本试验中IC反应器在运行过程中的COD去除率的变化,在IC反应器接种的1~2天,系统的COD去除率较高,主要原因是接种的活性污泥的驯化过程为好氧曝气过程,因此接种污泥中存在大量的溶解氧和好氧微生物,因此有机物的降解过程是相对完整的,因此出水的COD更低,COD去除率保持在较高的水平(35%);随着溶解氧的消耗,好氧微生物的活性被抑制,因此COD的去除率呈现急剧下降的趋势(2~3天)。由于厌氧微生物的世代时间较短,一般为10~30min,因此在第10天厌氧活性污泥就逐渐适应了反应器内的厌氧环境,对有机物的去除能力大幅度提高,最终COD去除率稳定在28.27%,出水COD浓度平均为1363.11mg/L。当HRT分别降低至6、5、4h时,COD去除率分别稳定为32.64%、35.49%、31.03%。
由以上的结果可以看出,在反应器的运行过程中,系统的COD去除率与产气状况表现出相同的趋势,均是在HRT为5h时达到最高。
2.3 IC系统内的pH和ORP
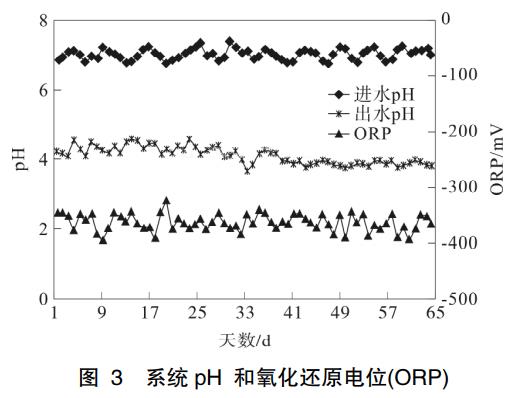
影响反应器运行效果的因素主要有HRT、温度、氧化还原电位(ORP)、OLR等,其中pH被认为是对厌氧产氢过程最重要的环境因素,因为它可以对产氢菌群的活性、代谢途径及优势菌群分布等产生直接的影响。在本试验中,进水pH没有经过酸或碱调控,平均值为5.37。根据图3可以看出,由于微生物对有机物的降解产生了挥发酸的累积,因此pH在运行过程中呈现出逐步下降的趋势,随着反应器的运行,微生物内部群落的稳定,pH也逐渐稳定在4.15±0.09。HRT的变化对系统pH的影响较小,系统pH基本稳定在3.87左右,由此可以看出IC反应器具有良好的运行稳定性。在啤酒废水的厌氧处理过程中,系统内部的ORP基本稳定在-324~-394mV区间内,维持了良好的厌氧环境为啤酒废水的厌氧消化过程的进行提供了赖以正常进行的重要的条件。
2.4 啤酒废水的发酵产物状况
在厌氧发酵过程中,随着厌氧活性污泥中的微生物对有机物质的吸收和利用,代谢产生了直接发酵产物和次级代谢产物,这些产物主要有乙醇、乙酸、丙酸等。在微生物厌氧发酵的过程中,随着进水HRT的变化导致反应器内部的环境也随之不断改变,从而引起反应器内部的优势菌群也在发生改变,因此影响着中间产物的种类和总量也在不断发生变化。通过研究反应器中液相末端产物状况可以了解反应体系中微生物的组成和代谢过程。
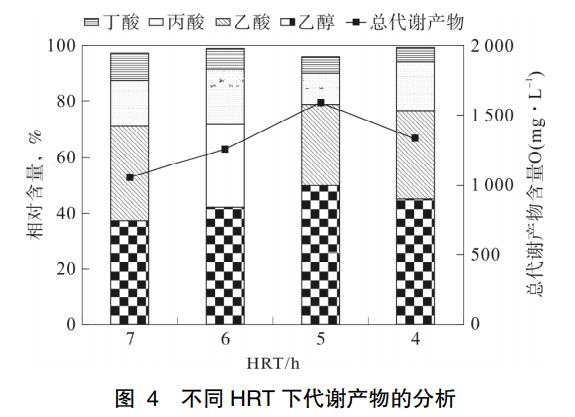
图4给出了在四个不同HRT下,系统达到稳定状态时的总代谢产物含量和乙醇、乙酸、丁酸和丙酸等代谢产物的相对含量。由图中可以看出,总代谢产物的含量呈现出与COD去除率和产气速率相同的趋势,其含量由1064mg/L(HRT=7h)上升至1594mg/L(HRT=5h)。当系统的HRT降低时,乙醇含量出现明显变化,分别由37.62%(HRT=7h)上升至50.45%(HRT=5h),总代谢产物的浓度在HRT为5h时达到最大,为1594mg/L。
根据乙醇型发酵的定义:在液相末端发酵产物中,乙醇和乙酸含量之和占发酵总产物总量的70%以上。由图4中可知,在整个HRT降低的过程中,系统维持乙醇型发酵类型,维持着最佳产气和系统稳定性。此外,根据厌氧发酵产氢理论,乙醇型发酵主要发生在为pH3.2~5.0范围内,与本实验条件下的3.87一致。
2.5 啤酒废水的废水酸化程度
啤酒废水的发酵前后会伴随着部分COD的去除和挥发酸的产生,因此可以从废水中有机物质迁移转化的角度去衡量该过程中的产酸发酵作用。本实验中采用酸化度(α)作为评价有机废水在发酵过程中酸化效果的指标。
根据在不同运行水力停留时间的系统出水的发酵产物的产生状况,及啤酒废水进入和流出反应器的发酵产物的含量来判定,由公式(1)计算得出。
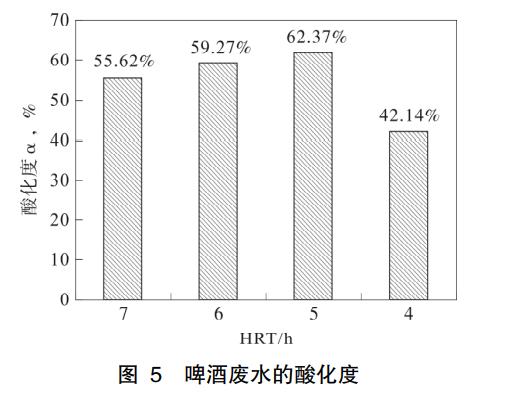
不同HRT下的啤酒废水在IC反应器中的发酵情况如图5所示。从图中可以看出,IC反应器内的酸化率在42.14%(HRT=4h)~62.37%(HRT=5h)范围内,系统酸化度在HRT为5h时达到最大,为62.37%。
3、结论
(1)以啤酒废水为处理对象,在进水COD为2000~2500mg/L,温度控制在35±l℃,IC系统在HRT为5h时达到最佳运行,此时最大产气速率为7.1L/d,最大氢气含量为57.14%。
(2)在反应器的运行过程中,系统的COD去除率与产气状况表现出相同的趋势,均是在HRT为5h时达到最高,COD去除率最大为35.49%。
(3)在运行过程中,系统内部pH基本稳定在3.87左右,ORP基本稳定在-324~-394mV。
(4)在整个HRT降低的过程中,系统维持乙醇型发酵类型,维持着最佳产气和系统稳定性。
(5)啤酒废水表现出较好的酸化效果,在HRT为5h的运行条件下达到最大酸化率,为62.37%。(来源:沈阳恒光环境检测技术有限公司)